
- Contenuti
- Community
- Risorse
- Varie

| |
 11 novembre 15, 00:12
11 novembre 15, 00:12
| #1 (permalink) Top | |
| User Data registr.: 04-08-2013 Residenza: Trieste
Messaggi: 2.563
| TGA con controller Theremino e DRV8825
Ciao a tutti apro questa discussione poichè sto costruendomi una TGA cercando di contenere i costi e utilizzando controller e software Open. Per la meccanica ho scopiazzato dalle realizzazioni di Gregnapola & C. prese da questa discussione e da questa qui. Questi sono gli assi   Dato che l'elettronica era un po' datata come connessione (porta parallela), scrivendo qui sul barone sono stato consigliato di provare un controller open che è Theremino, che ha una parte controllo motori ed un suo applicativo che legge il GCode e fa muovere la meccanica, ThereminoCNC. Vi sono già un paio di discussioni in questa sezione, su cui ho già scritto, ma che sono abbastanza specifiche su il solo controller, una è questa e l'altra è questa, che parla un po' in generale di ThereminoCNC. Vorrei documentare qui la costruzione e cercare aiuti e suggerimenti sul funzionamento del controller/drivers/stepper. Per me è materia assolutamente nuova, sto leggendo e spero di riuscire a "sfangarmela" in tempi non biblici riducendo al minimo i danni. Premesso questo, l'elettronica di partenza l'ho presa qui sul mercatino l'anno scorso ed è composta da 4 stepper NEMA 17 (17hs4401n) che hanno queste specifiche 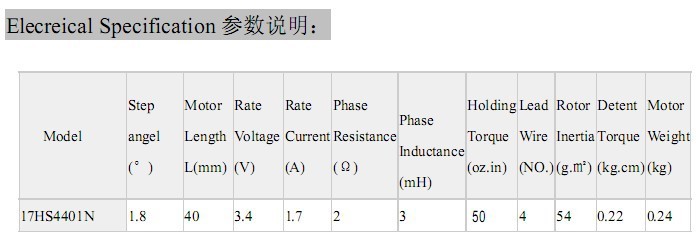 La scheda di controllo parallela vecchia l'ho messa in cassetto, i drivers vecchi pure, ho tenuto buono l'alimentatore, che è uno switching da 24V 8,3A, regolabile fino a 19,5V. Il controller che ho comprato è un theremino MasterDIL V4  Il controller viene alimentato dall'USB e da quanto mi han detto nelle altre discussioni i 5V/500mA vengono distribuiti sui vari pin +5V/GND. I drivers sono delle copie cinesi dei Pololu DRV8825, la versione md20b, che dicono avere queste differenze con la precedente (md20a): Citazione:
 a quello della md20b, che è questo:  Qui iniziano i primi casini... Da quel poco che ho capito al driver del motore devono arrivare due tensioni, una logica che serve a comandare il driver (2,5-5,25V), ed una che serve ad alimentare lo stepper in base allo stato del driver ed ai comandi che arrivano dal controller. Devo dare corrente logica al FAULT perchè il driver si attivi?? O basta che io porti i soli contatti DIR e STEP e GND provenienti dal master per far si che il si metta in funzione? Tutto questo naturalmente considerata la tensione per lo stepper e stepper collegati.. Intanto questa parte, grazie pietro | |

|  |
| Bookmarks |
| |
 Discussioni simili
Discussioni simili | ||||
| Discussione | Autore discussione | Forum | Commenti | Ultimo Messaggio |
| Controller basato su Theremino | devCad | CNC e Stampanti 3D | 73 | 12 novembre 15 10:27 |
| HELP con TGA | GunTanK | CNC e Stampanti 3D | 259 | 15 gennaio 15 09:43 |
| tagliare con tga | ik2obm | Categoria Rc-Combat | 19 | 05 ottobre 13 15:39 |
| come taglio fusoliere con la TGA? | ik2obm | Aeromodellismo Progettazione e Costruzione | 5 | 06 luglio 13 21:03 |
| Vendo materiale per cnc tga completa di controller e motori | 787 dreamliner | Merc. Motori ed Elettronica | 1 | 29 agosto 12 10:12 |










 Modalità elencata
Modalità elencata